
一、塑料焊接步骤
热塑性塑料的焊接常日分五步进行:

①表面制备,表面制备非常主要,由于大部分模压成形的塑料制品其表面均有一层脱模剂或污物,必须清理干净,才能使焊接顺利进行。

②加热,有多种加热方法,也是区分不同焊接手法的紧张依据。
③加压,施加压力的办法有:手工加压、压力机加压、自动夹具加压等。焊接时常日同时进行压花。
④扩散或焊接,液体与液体界面经建立,扩散就立即进;对付结晶或半结晶材料扩散险些是瞬时完成的;对付非结晶材料,如果加热温度是稍高于熔点,则扩散韶光会很长。
⑤冷却,塑料焊接末了一步是焊件冷却和接头凝固。在塑料焊接接头没有达到足够支撑全体焊件的强度和刚度之前,必须一贯坚持焊接压力。
二、塑料焊接手法
1、热气焊
热气焊是利用焊枪喷出的热空气或氮气对塑料焊件和塑料焊条进行加热,使焊条添补到连接部位后加热连接表面,冷却后形成接头。热气焊在各种塑料焊接手法中,历史最长,运用最广,是“万能焊”。
焊接速率比较慢,须要焊枪、焊嘴、气源、添补焊条。个中焊条的截面形状有多种多样,常见是形状有圆形、矩形、绳形、D形、B形等,直径2~8mm。
热气焊有热气摆动焊、热气嵌入焊、热气搭接焊、热气挤塑焊。热气焊常日温度为200~400℃,流速15~70L/min。范例塑料品种热气焊的温度范围:PVC 210± ;PP 220±20;PMMA 250±10;PC 330±10;POM 230±10。详细准确温度要试焊测试后终极确定。
热风焊接***源于网络
2、热工具焊
①热工具焊是利用高温表加热连接面,使之充分软化,施加适当压力并夹紧,冷却后实现致密连接。
②适用于热塑性材料,既可焊接塑料薄膜也可以焊接塑料厚板,连接速率快,一样平常在410s之间,接头强度高。接头附近可能存存应力。
③紧张焊接型材等塑料件,须要具有一定面积的加热工具,如电烙铁、接有加热元件及掌握的钢板、钢管,须要适当夹具。
3、电阻植入焊
①将导电的电阻材料放入焊接界面中,施加焊接压力并对电阻材料通过电流,将焊接界面上的塑料熔化,熔化的塑料相互润湿混台扩散,肃清原来的宏不雅观焊接界面形成焊缝,同时电阳材料被保存在终极的焊缝中。
②电阻植入焊的设备大略,随意马虎操作。须要一定功率的加热电源和植入电阻材料。
③焊接接头残留电阻丝与塑料不相熔的材料,降落焊缝强度及耐堕落性。
4、超声波焊
①超声波焊是超声波通过被连接件,压打仗表面发生相互摩擦,产生的热量将工件表面熔化。实现连接。
②适于热塑性材料,接头强度高,焊接速率快、自动化挂度高、焊缝都雅。
③焊件尺寸及形状受到限定,运用面较窄,须要超声波焊接没备和相应夹具。
5、感应加热焊
①感应加热焊是利用电磁场对金属插入件进行加热,插入件附近的塑料被加热软化,冷却后形成接头。
②加热速率快母材受的影响较小。
③接头中易产生内应力,耐蚀性变差,须要利用高频发生器、加热线圈、金属插入件等。
④交变电磁场频率一样平常为3~10MHz。
6、摩擦焊
摩擦焊是利用连接表面相互摩擦天生的热量而实现连接的方法,摩擦焊包括三类:旋转摩擦焊、线性振动摩擦焊和搅拌摩擦焊。
①旋转摩擦焊,被连接件以很高的速率旋转,同时在轴向施加一定的压两个连接表面相互摩擦,停滞旋转时,被连接件冷却并形成焊缝。适宜于连接硬塑性塑料,连接速很快,被连接件应靠近圆柱形,需旋转装置才能施焊。
②线性振动焊摩擦焊,又称振动焊,采取0.5~5MPa的焊接压力将塔接好的焊件压紧,然后一侧的焊件在夹具的带动下以1mm旁边的振幅,100~500Hz旁边的频率,在平行于焊接界面的方向振动,焊接界面在摩擦和粘性切应力的浸染下温度逐渐升高到塑料的熔点以上,熔融的塑料被挤出,振动停滞,熔融的焊缝在压力下凝固。可以焊接超声波焊难以焊接的大型塑料焊件;被焊件形状受到限定;须要专用振动焊接设备。
③搅拌摩擦焊,是利用轴待摩擦产生的热量使焊缝塑料进入塑性流动状态,并利用搅拌针搅拌焊缝进入塑性状态的材料,肃清原来焊接界面并形成焊缝的焊接手法。只能用于热塑性塑料的焊搂,紧张适用于大型厚板,接变形量小,设备事理大略,可靠性相对较高,适于批量生产以及焊接精度和外不雅观质量相对较低场合。须要专用设备及繁芜的工装夹具。
7、溶剂焊
①溶剂焊是用溶剂软化非结晶型的热塑性塑料,当溶剂完备耗尽、蒸发时完成连接;它是通过被焊塑料的溶解而实现连接。
②接头中含有一定量的母材身分时强度较高,溶剂应填满连接区域的空隙。这种方法不能用于PE、PP、氟塑料等。
③接头强度可以达到母材的强度,所需焊接设备大略单纯,操作十分大略,本钱低。
④焊接速率慢,需较永劫光蒸发,有些溶剂有毒性,对人体有害,把稳防护。
⑤所用工具紧张有:注射针、擦試工具、浸泡用容器等;夹持工具、干燥装置;溶剂回收装置等。
8、激光焊
最常用的激光焊接形式被称为激光透射焊接,首先将两个待焊接塑料零部件加压力夹在一起,然后将一束短波红外区的激光定向到待粘结的部位。激光束通过上层透光材料,然后被下层材料接管,激光能量被接管后转换为热能,由于两层材料被压在一起。热能从接管层传导到透光层上,使得两层材料熔化并结合。
①激光焊接是利用材料在原子水平年夜将激光的光子能转化为热能的事理进行焊接的方法。激光光子能被塑科中大量的碳原子亚接接管,塑料从表面开始熔化然后加压冷却形成焊缝。
②其焊接速率快,焊接装置与塑料不打仗,可焊接难以靠近的部位。
③最近几年随着海内激光设备企业的崛起以及设备价格的逐步缓和运用较为广泛。
④常用激光功率一样平常为50W/mm²,常用激光器:CO2激光器;YAG激光器;二极管激光器;2μ激光器。
三、塑料焊接的运用
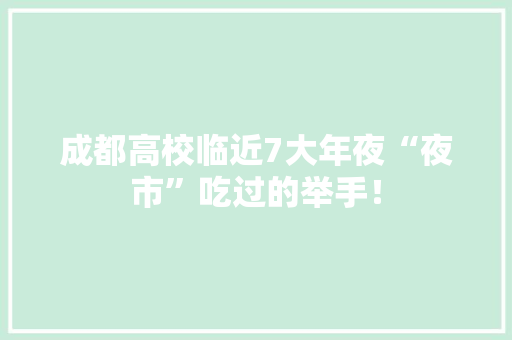
塑料焊接应用广泛,尤其是激光焊接工艺,激光焊接过程树脂降解少,产生碎屑少,焊接过程非打仗,不会产生污染,激光焊接比较其它连接办法所产生的机器应力和热应力小,因此特殊适宜于鼠标、移动电话、连接器件等加工精密的电子元器件,以及须要以更清洁的办法来熔接的繁芜部件。下面是超声波焊接应用和激光焊接应用的图片,网络的不是很全面,大家有干系案例图片的欢迎进群分享。
超声波焊接应用
汽车燃油系统塑料零部件焊接
电子芯片的焊接
汽车仪表板塑料部件焊接
医疗行业的微控流部件焊接
汽车尾灯焊接
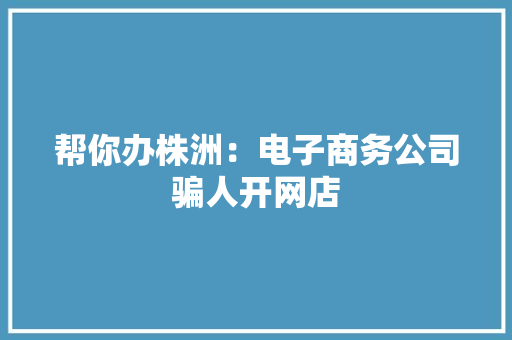
塑料激光焊接机样品
医疗上的注射针头焊接
车尾灯焊接
血液剖析仪焊接
")








