
文章目录
[+]
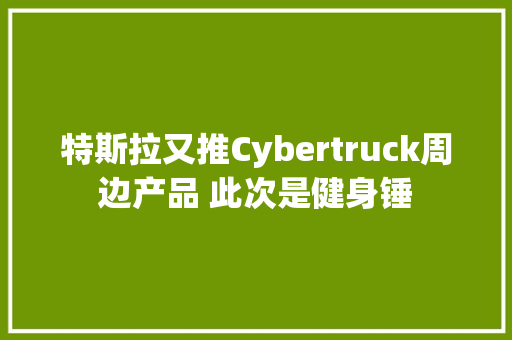
当须要开模时,须要将产品的尺寸公差范围进行缩放,得到合理的固定尺寸,然后再进行后续的设计、展开等。产品公差如下图:
产品尺寸公差缩放事理
冲压件在冲裁完成后都会有一些毛刺,从而导致冲内孔冲裁偏小,冲形状尺寸偏大。虽然毛刺不会很大,但是毕竟会影响丈量尺寸的准确性,并且模具在进行冲裁过程中,冲头、刀口会存在磨损也会导致尺寸不准。
 智能家居")
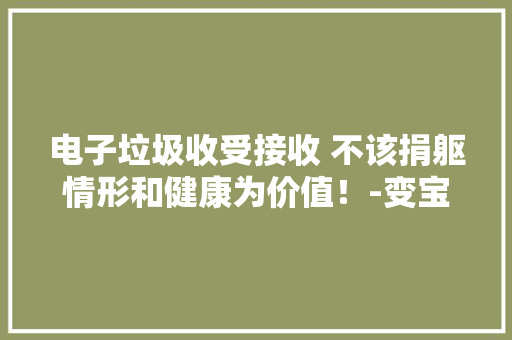
如何担保模具量产时,零件磨损、有毛刺的情形下还能知足尺寸哀求呢?这就须要用到合理的公差缩放。详细如下:
 智能家居")
(图片来自网络侵删)
内孔形状公差取值范围
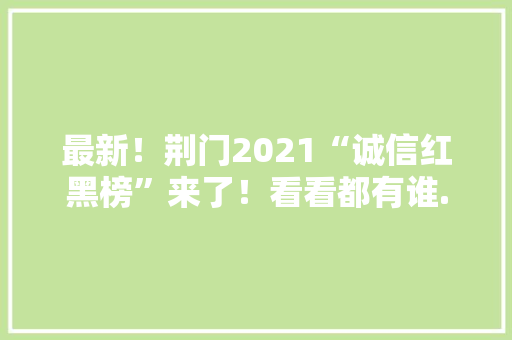
形状形状公差取值范围
以上图产品为例,将个中部分尺寸进行公差缩放如下:
1、当标注尺寸无公差哀求时,无需进行缩放。如尺寸5mm
2、单向公差内孔按表一进行缩放,如内孔5.5尺寸,公差为0.05,终极尺寸为:5.54mm
3、单向公差形状按表二进行缩放,如形状尺寸8.0,公差为-0.05,终极尺寸为:7.96mm
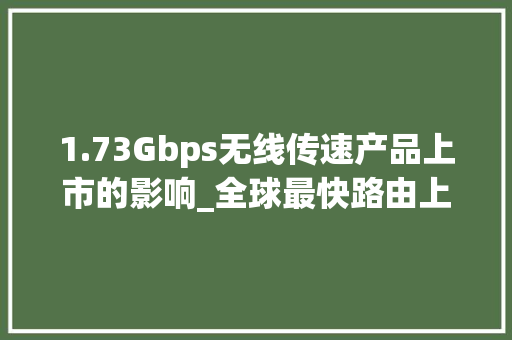
除产品形状、内孔尺寸外,对付折弯位置尺寸、凸包异形等尺寸同样也有相应的公差缩放哀求。详细如下:
尺寸缩放是每个设计师都必须要会的,放不好随意马虎影响量产及模具本钱。虽然,没有太多技巧,但是非常主要。
如果大家有关于尺寸、公差、模具问题,欢迎留言、评论
本文由“模具设计壹扬老师”原创编写,“关注”每天都能得到更多模具前沿知识





 简单开箱")


