电子束焊接是熔化焊的一种,它利用会聚的高速电子束轰击工件接缝,产生热能从而使金属熔合。它包含了机器、真空、高电压和电磁场理论、电子光学、自动掌握和打算机等多学科技能。
电子束焊技能最早于1948年源起于德国,1952年制造了第一台电子束加工机,1958年出身了第一台电子束焊机。

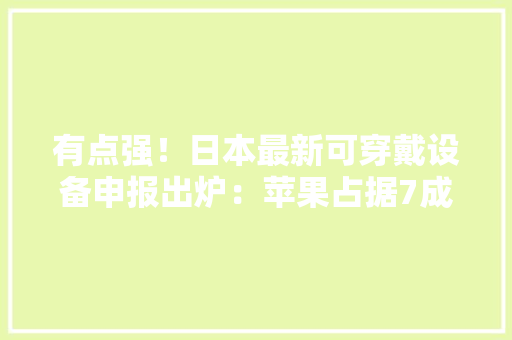
它的基本事理是:在真空条件下,电子从电子枪中的发射体(阴极)逸出,在加速电压浸染下,电子被加速至光速的0.3~0.7倍,具有一定的动能。再经电子枪中静电透镜和电磁透镜的浸染,会聚成功率密度很高的电子束流。这种电子束流撞击工件表面,电子动能转变为热能而使金属迅速熔化和蒸发。在高压金属蒸气浸染下,工件表面被迅速“钻”出一个小孔,也称之为“匙孔”,随着电子束与工件的相对移动,液态金属沿小孔周围流向熔池后部,并冷却凝固形成焊缝。

为什么要在真空中进行
● 在大气的环境下,高速运动的电子碰着大气中的空气分子,会发生强烈的反射,折射,散射等征象,电子束的能量会花费殆尽,无法正常焊接;
● 纵然所剩的能量很高,在大气状态下焊接,焊接的质量也很难担保,比如气孔等;
● 基于安全角度进行考虑,由于电子束焊接过程中会有X射线产生,对人体的危害是比较大的,通过真空室可以肃清X射线的影响。
高真空电子束焊在10-4~10-1Pa的压强下进行。良好的真空条件,可以担保对熔池的“保护”防止金属元素的氧化和烧损,适用于活性金属、难熔金属和质量哀求高的工件的焊接。
低真空电子束焊在10-1~10Pa的压强下进行,也具有束流密度和功率密度高的特点。低真空缩短了抽真空韶光,提高了生产率,适用于批量大的零件的焊接和在生产线上利用。
电子束焊接的上风
加热功率密度大。焊接用电子束电流为几十到几百毫安,最大可达l000mA以上;加速电压为几十到几百千伏。故电子束功率从几十kw到100kw以上,而电子束焦点直径小于1mm。故电子束焦点处的功率密度可达103~105Kw/cm2,比普通电弧功率密度高100—1000倍。
焊缝深宽比(H/B)大。常日电弧焊接的深宽比很难超过2,比较电弧焊接,电子束焊接可节约大量添补金属和电能,实现博识宽比的焊接,深宽比可达60:1,可依次焊透0.1~300mm厚度的不锈钢板。
焊接速率快,焊缝热物理性能好。能量集中、熔化和凝固过程快,热影响区小,焊接变形小。对精加工的工件可用作末了的连接工序,焊后工件仍能保持足够的精度。能避免晶粒终年夜,使焊接接头性能改进,高温浸染韶光短,合金元素烧损少,焊缝抗蚀性好。
焊缝纯度高。真空电子束焊接适宜焊接钛及钛合金等活性材料。
● 海内电子束焊接机
焊接工艺参数调节范围广,适应性强。电子束焊接的工艺参数可独立地在很宽的范围内调节,掌握灵巧,适应性强,再现性好,而且电子束焊焊接参数易于实现机器化、自动化掌握,提高了产品质量的稳定性。
可焊材料多。不仅能焊金属和异种金属材料的接头,也可焊接非金属材料,如陶瓷、石英玻璃等。
电子束焊接的运用
国外最早将电子束焊运用于飞灵活员机核心机部件的制造,范例代表是美国大型客灵活员机——MF56涡扇发动机,其核心机部件的低压压气机转子、高压压气机转子、燃烧室等部件均采取真空电子束焊,使发动机的质量、构造设计、构造制造精度和利用寿命均得到了改进。
前辈的飞灵活员机是采取焊接技能连接而成的,电子束焊接技能对飞灵活员机的制造起着至关主要的浸染。目前在航空制造中已普遍采取电子束焊接技能,个中须要焊接的材料包括钛合金、高温合金、超高强度钢等。我国开展电子束焊工艺研究及运用的紧张领域是航空航天、汽车、能源及电子等工业部门,在新型飞机、航空发动机、导弹等的预研、攻关及小批量试制中都利用了电子束焊技能。
在其他工业部门中,采取电子束焊的紧张有高压气瓶、核电站反应堆内构件筒体,汽车齿轮、电子传感器、雷达波导等。其余,炼钢炉的铜冷却风口、汽轮机叶片等也有的采取了电子束焊。
未来,电子束焊接在繁芜零件的大批量生产中将有较大的发展,在航空航天工业中,电子束焊接技能将连续扩大其运用,并发展电子束焊接的在线检测技能,并在能源、核工业、重型机器制造中大有用武之地。随着电子束焊运用领域的扩大,多功能电子束焊接设备和集成工艺以及电子束焊机的柔性化也会越来越主要。
微信搜索并关注"大众号:iVacuum真空聚焦,获取更多真空科技前沿资讯。iVacuum真空聚焦由《真空》杂志社主理,致力于宣布国内外真空得到及运用等领域最新的科技进展、成功履历和案例。欢迎行业互换/寻求宣布。